
西门子 SINAMICSDCM 直流调速器新增功能介绍和调试应用 摘要:新产品 SINAMICSDC-MASTER(6RA80)直流调速器的诞生,进一 步增强了直流技术 控制的作用。
在 6RA70 的优点基础上增加了一些新的功能,并改进了新的 操作方式。
本文围绕着 新产品的功能和简易调试展开介绍。
关键词:DCM 直流调速器调试 Abstract:ThebirthofnewproductsSINAMICSDC-MASTER,tofurtherenhancetheDCco ntrol function.Somenewfeatures
SINAMICSDCMASTER 简称为 SINAMICS DCM 体现了新一代产品的强大。
它把上一代产品 SIMOREGDC-MASTER 的优势与 SINAMICS 系列的优点结 合在了一起。
就质量、可靠性和功能而言,SINAMICSDCM 在继承前代优 点的同时,又配备了一些新的功 能。
SINAMICSDCMASTER 是 SINAMICS 系列的新成员,它把许多以交流 技术而闻名的 SINAMICS 工具和 组件用到了直流技术上。
对于标准的闭环控制,该直流调速器配备了标准的 调速器控制装置(标准 CUD) 。
对于要求更高计算性能和接口的应用,系统可以通过增加调速器控制装置
(高级 CUD)的方式进行扩展。
该 直流调速器属于 SINAMICSDCMASTER 系列,它把开环和闭环控制与电源 装置组合到了一个装置上,并且 由于其紧凑的机构、节省空间的外形设计而与众不同。
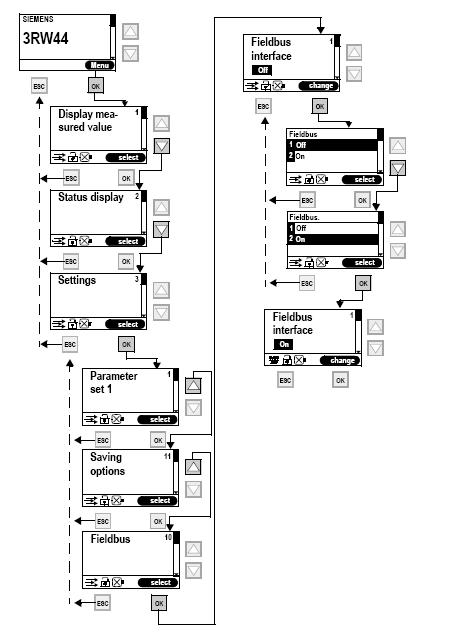
可以 AOP30 高 级操作员界面和 BOP20 数字操作员 面板用于试运行和本地操作员控制。
一.SINAMICSDCM 应用的领域 SINAMICSDCM 广泛用于基本应用和复杂应用的可扩展的传动系统,工业 环境中的机器和工厂(钢/铝, 塑料,印刷,造纸,起重机,采矿,石油和天然气,励磁装置) ,包括新厂 建设和工厂改造。
应用实例 轧钢机横切机和横剪机划线机挤出机和捏合压力机升降机和起重机索道和 升降梯矿用提升机试验台 二.励磁回路新增功能的介绍 新品 SINAMICSDCM 与 SIMOREG6RA70 功能对比,如下图所示。
在 DCM 中改成了电枢 2Q 控制,同时在 励磁端新增加了 2Q 控制方式。
6RA70DCM 电枢 1Q2Q 4Q4Q 励磁 1Q1Q -2Q 励磁 2Q 功能: L11–二象限励磁功能单元。






 京公网安备 11010802023672号
京公网安备 11010802023672号
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。