

价格
电议
型号
食品厂检测
品牌
山西安衡检测
所在地
暂无
更新时间
2026-06-13 11:02:02
浏览次数
次
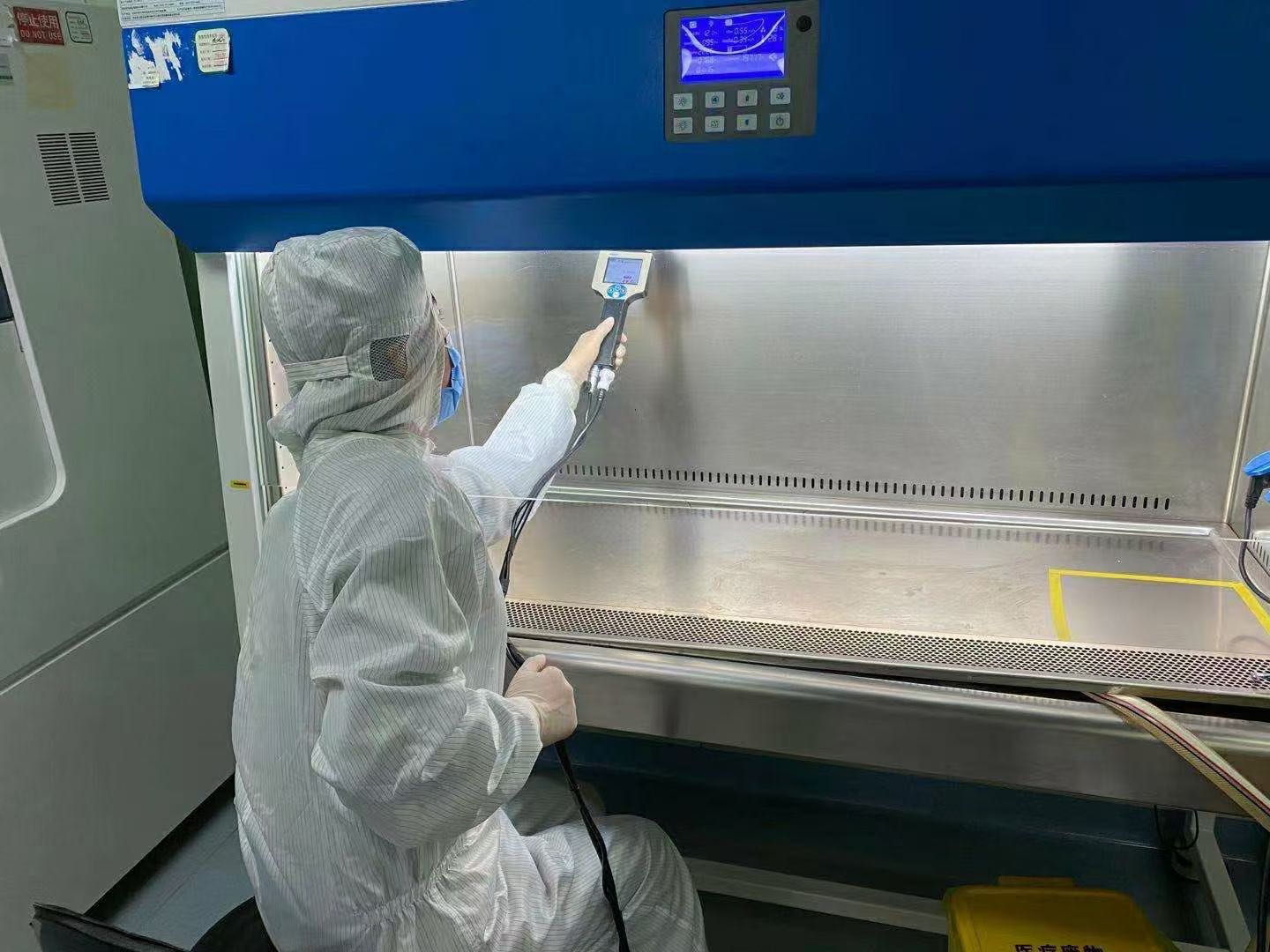
北京海淀区食品车间表面洁净度检测 第三方检测公司--安衡检测 食品洁净室等级要求:Ⅰ级:高污染风险的洁净操作区。在进行风险评估时确认不在*终灭菌条件下食品容易长菌、配置灌装速度慢、灌装用容器为广口瓶、容器须暴露数秒后方可密闭等状况。Ⅱ级:Ⅰ级区所处的背景环境,或污染风险仅次于Ⅰ级的涉及非*终灭菌食品的洁净操作区。Ⅲ级:生产过程中重要程度较次的洁净操作区。Ⅳ级:属于前置工序的一般清洁要求的区域。

检测频率: 每月两次,每次每个区域至少选取5个检测点,分别进行检测。1、环境李斯特菌的检测方法(3MTM PetrifilmTM 环境李斯特菌的测试片)。2 、用涂抹棒,海绵或者其他采样设备收集环境样本。3、 将收集的样本添加10毫升灭菌的缓冲蛋白胨水,将样本与缓冲蛋白胨混合1分钟,将样品置于室温(20-30℃)1小时,*久不过1.5小时,以修复损伤的李斯特菌。4、 将测试片放在平坦处,掀起上层膜。5、 用移液器垂直滴加3毫升样品到下层膜中央,将上层膜缓慢盖下,以免产生气泡。6、 轻轻将塑料压板放在位于接种区上层膜上,不要压,扭转或者滑动压板。提起压板等至少十分钟,以使胶体凝固。7、 将测试片透明面朝上,可叠放至十片,在37℃±1℃培养26-30小时,可以用标准菌落记数器或者其他光学放大器判读,不要记数圆形轮廓上的菌落,因为他们不受选择性培养基的影响。8、 对于定性检测,根据紫红色菌落是否存在,结果记为检出或者未检出。

食品车间表面洁净度检测 食品检验指标检测:检测项目:感官指标、理化指标、重金属、微量营养素、矿物元素、微量元素、食品添加剂、农药残留、兽药残留、微生物。三:食品营养标签(成分表)测试服务1+4:能量、蛋白质、脂肪、碳水化合物、纳(可选膳食纤维、反式脂肪)

沉降菌:工作区测点位置离地面0.8-1.2m左右,将已制备好的培养皿置于采样点,打开培养皿盖,规定暴露的时间,再将培养皿盖上,将培养皿放于恒温培养箱中进行培养,时间不少于48小时,每批培养基应该有对照实验,检验培养基是否污染。
温度和湿度要求:食品厂净化车间的温度和湿度也是非常重要的,因为这两个因素会直接影响到食品的质量和安全。一般来说,食品厂净化车间的温度和湿度应该符合以下标准:1. 当生产工艺对温度和湿度有特殊要求时,食品工业洁净用房的温度和湿度应根据工艺要求确定。2. 当生产工艺对温度和湿度无特殊要求时,Ⅰ级、Ⅱ级洁净用房温度应为20℃~25℃,相对湿度应为30%~65%;Ⅲ级、Ⅳ级洁净用房温度应为18℃~26℃,相对湿度应为30%~70%。照明要求:食品工业洁净用房应根据生产要求提供照度,并应符合下列规定:1. 检验场所工作面混合照明的*低照度不应低于500lx,加工场所工作面一般照明的*低照度不应低于200lx。2. 辅助工作室、走廊、缓冲室、人员净化和物料净化用室一般照明的照度值不宜低于100lx。3 对照度有特殊要求的生产部位可设置局部照明。 噪音要求:Ⅰ级洁净用房的噪声级(静态)不应大于65dB(A),其他等级洁净用房噪声级(静态)不应大于60dB(A)。

一、洁净区动态监测系统的选择: 清洁环境在线监测系统可在清洁区域动态监测时选择。在线监测系统主要由测量传感器、真空泵控制系统、网络柜、报警系统和监控软件组成。主要用于洁净室环境参数的实时监测,完成数据存储和管理。 二、浮游生物细菌:通过采样、等待和重采样,可设置采样器,对整个生产过程进行监控。还有其他取样方法,如表面真空取样和离心取样。 三、悬浮颗粒: 悬浮颗粒检测方法主要有电子显微镜和自动粒子计数法。企业要结合实际情况,建议在该地区采用连续监测系统检查。在线监控系统提供实时反馈,以监控人员和设备,并及时提出问题。 四、风速试验:通过检测生产过程,风速可以使生产环境的风速达到指导值。同时,还可以判断层流是否开启,运行是否正常,是否堵塞或泄漏,使生产环境满足要求。
安衡检测技术服务有限公司经营范围包括生物安全柜、洁净工作台、生物安全实验室、洁净室、医院手术室、中央空调的环境检测服务及实验仪器的技术服务;清洁服务;消毒服务;室内环境检测;大气环境污染防治服务sxanhengjc
其他推荐产品






 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号