

价格
¥4,352.00
型号
1771-QI
品牌
1771-QI
所在地
暂无
更新时间
2021-10-29 17:48:33
浏览次数
次
其他推荐产品




 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
基于级式语言的纵横进给加工控制系统
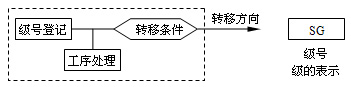
在机床控制系统中,多工序的加工系统由于动作多,采用传统的继电器控制时,需要较多的继电器,接线复杂,故障检查及设备维修比较麻烦。因此,机床控制系统已基本上淘汰了传统的继电器控制方式,取而代之的是PLC和微控制器为核心的数字控制系统。其中,PLC由于编程简单,使用方便,设计、施工、调试周期短,抗干扰能力强,可靠性高,易于实现机电一体化等优点[1],被广泛应用于机床控制系统中。但是,不少控制软件仍然沿用低压电器逻辑控制思路,将原来的继电器控制原理图移植为梯形图软件,致使程序庞大,控制变量之间逻辑关系复杂,分析起来非常困难,并且很容易遗漏一些应该考虑的问题;在修改某一局部电路时,可能对系统的其它部分产生意想不到的影响,因此,梯形图的修改也很麻烦,很难得到一个满意的结果[3]。 1 级式语言原理 在顺序逻辑控制中,通常根据工艺流程将设备的工作过程分解成若干个动作工序,然后根据流程控制的要求,按事先设定好的各动作之间的转换条件,由一个动作转移到下一个动作,依次类推,完成整个工艺流程[2]。在级式程序中,将决定各个工序动作状态及其转移的程序单元称为级,它与工序一一对应。将工序之间的转换条件称为级转换条件。一个级为一个程序块,它由工序处理、转换条件和转移方向3部分组成(图)。工序处理包含了级内将完成的工作;转移条件用来确定本工序的动作是否结束;转移方向了将进入的下一个工序号(级号)。当动作中的级ON,进行动作内容的处理,该级中的输出才可能有效;否则,不会输出。整个控制程序由级模块组成。级模块是工艺流程中的一个子处理过程,包含了实现该处理过程所有的级。程序中,给每个级定义了***的编号,即级号,它可以看作是程序执行顺序的标号。
Beckhoff KL3102
Beckhoff M-1400-003
Beckhoff M-2400-031
BECKHOFF KL3312-0000
Beckhoff KL2134 0806005
Beckhoff BK3110
BEKCHOFF Bus Terminal KL9010-0000
BECKHOFF etherCAT EL9010
Beckhoff X5000 ZK4501-0023-002?0
Beckhoff BK2010
Beckhoff Servomotor AM3021-3C41-000?0
Beckhoff Servomotor AM3021-0C40-000?0
Beckhoff KL 2012
Beckhoff KL6051
Beckhoff KL3012
Beckhoff KL3202
Beckhoff KL3044
Beckhoff AX2513-B200 S443M-LB-520
BECKHOFF KL2612
WAGO 750-324
Beckhoff BK3010
Beckhoff BK3500
Beckhoff K2011 MF2 peNr. 5100123
SIEMENS SIROTEC LB 92 Nr. 30590
KEB DIAS F5 DKI 021
B&R 5PP320-0571-39
Siemens OP170B 6AV6 542-0BB15-2AX0
Siemens OP35 6AV3535-1TA01-0?AX0
Siemens Simatic 6AV7764-0AA00-0?AT0
Siemens MULTI PANEL 6AV6542-0AD15-2?AX0
Siemens Simatic 6AV7872-0BE20-1?AA0
Siemens Simatic 6AV7872-0BE30-1?AA0
Siemens Simatic Panel PC 677 6AV7802-0BA12
Siemens Simatic 6AV7812-0BC21-0?AA0 6AV7
Beckhoff CP6531-0002 CP65310002 100-240VAC
Siemens Simatic Panel PC 677 15" 6AV7802-0BA12-1?AC0+A5E
Siemens Sinumerik 840D 6FC5203-0AB20-0?AA1
SIEMENS OP35 6AV3535-1FA01-0?XA0
Siemens COROS OP35 6AV3535-1FA41-0?BX1
Siemens SIMATIC OP37 6AV3637-1LL00-0?BX0
Siemens Sinumerik MPP483H-S10 6FC5303-1AF02-1?AK0
Siemens OP37 6AV3637-1LL00-0?BX0
SIEMENS MultiPanel MP277 10" 6AV6 643-0DD01-1AX0
SIEMENS 6AV7456-2TB00-0?BS0
MAKINO Professional 3 LCD FANUC A02B-0222-C053
Siemens Simatic IPC477C PRO 6AV7883-6AE10-3?BK0
Siemens SICOMP IPC F120 6AP1161-0BV00
Siemens Panel PC 677 19" 6AV7804-0BC21-0?AA0
Siemens Simatic Panel PC 670 (24V) 15"TFT 6AV7615-0AB32
Siemens Panel PC 670 6AV7725-3BA00-0?AD0
Siemens PC 670 6AV7725-3BA00-0?AD0
Siemens Panel PC 670 6AV7725-3BA00-0?AD0
IQ Automation Flatman TFT Disy FB170SBOED0SG
Siemens SIMATIC OP270 6AV6542-0CA10-0?AX0
KME Converteam 29LM213001/2
Jakob Hatteland Disy JH15T05MMD
Siemens Simocode Pro 3UF7200-1AA00-0
Siemens SICLIMAT COMPAS 6FL3001-5AA00
Total Control QPH2D100L2P
Bachmann OT205/V/SE1/512?/LX 00018220-00 00019818-00
Lenord + Bauer MotionLine GEL 8231Y013B
Contraves Intersys CODISY 190 002
Lenord + Bauer MotionLine GEL 8231Y016
Lenord + Bauer MotionLine GEL 8230Y016X
Lenord + Bauer MotionLine GEL 8230Y001
Lenord + Bauer GEL 8230Y003