




价格
电议
型号
电话详谈
品牌
润联
所在地
河北省 邢台市
更新时间
2023-11-06 22:17:01
浏览次数
次
其他推荐产品







 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
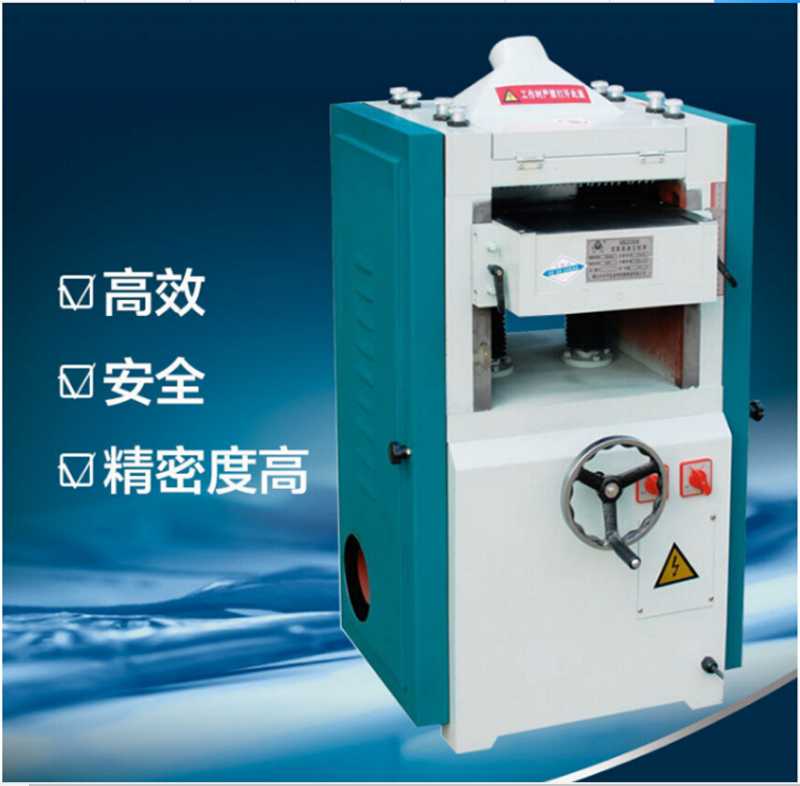
多功能木工刨床介绍
用旋转或固定刨刀加工木料的平面或成形面的木工机床。按照不同的工艺用途,木工刨床可分为平刨床、单面压刨床、双面刨床、三面刨床、四面刨床和精光刨床等。
木工平刨床(图1)用来刨削工件的一个基准面或两个直交的平面。电动机经胶带驱动刨刀轴高速旋转,手按工件沿导板紧贴前工作台向刨刀轴送进。前工作台低于后工作台,高度可调,其高度差即为刨削层厚度。调整导板可改变工件的加工宽度和角度。拼缝刨床的结构与平刨床相似,但加工精度较高。平刨主要用于板材的拼合面的加工。 木工压刨床用于刨削板材和方材,以获得的厚度。单面木工压刨床的刨刀轴作旋转的切削运动,位于木料上下的四个滚筒使木料作进给运动,沿着工作台通过刀轴。双面木工刨床由两个刀轴同时加工,按刀轴布置方式的不同,可刨削工件的相对两面或相邻两面。三面木工刨床利用三个刀轴同时刨光工件的三个面。四面木工刨床利用4~8根刀轴同时刨光工件的四个面,生产率较高,适用于大批量生产。
木工精光刨床(图2)的固定刨刀片装在工作台中部,板料由无接缝带带动高速通过刀具,将前道工序留下的波浪形刀痕刮去,使其光滑平直,精光刨床适用于木料平面的*精加工
多功能木工刨床规格
润联型号MP04类型刨削木机
工作形式半自动产品类型全新额定功率4(kw)
外形尺寸800*800*1250(mm)*加工长度2400(mm)*加工厚度180(mm)
*加工宽度400(mm)整机重量500(kg)送料速度8米
适用范围板材加工额定电压380是否跨境货源否
对木材表面进行一次或者多次的刨切,使得木材的向对面(相对于基准面)具有一定的光洁平面和工艺设计需要的厚度,便于下一个工序的加工的设备。
多功能木工刨床定做
通用性好
可加工垂直、水平的平面,还可加工T型槽、V型槽,燕尾槽等。
生产率低
往复运动,惯性大,限制速度,单次加工,但狭长表面不比铣削低。
加工精度不高
IT8~7,Ra为1.6~6.3μm但在龙门刨床上用宽刀细刨,Ra为0.4~0.8μm
加工特点
根据切削运动和具体的加工要求,刨床的结构比车床、铣床简单,价格低,调整和操作也较方便。所用的单刃刨刀与车刀基本相同,形状简单,制造、刃磨和安装皆较方便。刨削的主运动为往复直线运动,反向时受惯性力的影响,加之刀具切入和切出时有冲击,限制了切削速度的提高。单刃刨刀实际参加切削的切削刃长度有限,一个表面往往要经过多次行程才能加工出来,基本工艺时间较长。刨刀返回行程时不进行切削,加工不连续,增加了辅助时间。
因此,刨削的生产率低于铣削。但是对于狭长表面(如导轨、长槽等)的加工,以及在龙门刨床上进行多件或多刀加工时,刨削的生产率可能高于铣削。刨削的精度可达IT9~IT8,表面粗糙度Ra值为3.2μm~1.6 μm。当采用宽刃精刨时,即在龙门刨床上用宽刃细刨刀以很低的切削速度、大进给量和小的切削深度,从零件表面上切去一层极薄的金属,因切削力小,切削热少和变形小,所以,零件的表面粗糙度Ra值可达1.6μm~0.4 μm,直线度可达0.02mm/m。宽刃细刨可以代替刮研,这是一种*、有效的精加工平面方法