



价格
电议
型号
原装
品牌
西门子
所在地
暂无
更新时间
2021-10-17 23:21:01
浏览次数
次
其他推荐产品







 会员服务热线:010-62681193
展会合作/友情链接:010-62681114
会员服务热线:010-62681193
展会合作/友情链接:010-62681114


 京公网安备 11010802023672号
京公网安备 11010802023672号
西门子6ES7441-1AA04-0AE0 西门子6ES7441-1AA04-0AE0
公司主营:西门子全系列产品,销售,技术指导,性能询问。
西门子PLC,人机界面,数控,变频器,低压,伺服电机,电源,软启动。货量 扣扣 85 0 111 590 上海诗幕自动化设备y
上海诗幕主营:西门子PLC,人机界面,数控,变频器,低压,伺服电机,电源,软启动。货量,代理。
上诗幕台凭借雄厚的技术实力及多年从事 SIEMENS 产品的销售,本着树立公司形象和对用户认真负责的精神开展业务,赢得了 SIEMENS 公司与广大用户的好评及大力支持。但公司并未仅仅与现状:随着 SIMATIC S7 系列中小型 PLC 产品 S7200 、 S7300 及变频器 MM420 、 MM440 系列的推出,其优越的性能价格比受到众多配套生产厂商的关注,在纺织机械生产行业凯台公司先后采用 S7 PLC 及 MM 、 MDV 变频器产品的电气控制的设计与编程,并在北京纺机展览会上了的;在其他行业如、上海供水装置的合作中也取得了良好的业绩
IMATIC HMI 按键式面板
按键式面板
基本操作面板
舒适型面板
式面板
可编程控制器是由现代化生产的需要而产生的,可编程序控制器的分
类也必然要符合现代化生产的需求。
一般来说可以从三个角度对可编程序控制器进行分类。其一是从可编程序控制器的控制规模大小去分类,其二是从可编程序控制器的性能高低去分类,其三是从可编程序控制器的结构特点去分类。
可以分为大型机、中型机和小型机。
小型机: 小型机的控制点一般在256点之内,适合于单机控制或小型的控制。
西门子小型机有S7-200:处理速度0.8~1.2ms ;存贮器2k ;数字量248点;模拟量35路 。
中型机:中型机的控制点一般不大于2048点,可用于对设备进行直接控制,还可以对多个下一级的可编程序控制器进行,它适合中型或大型控制的控制。
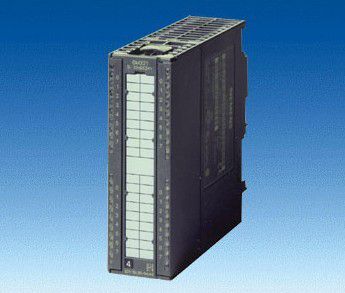
西门子中型机有S7-300:处理速度0.8~1.2ms ;存贮器2k ;数字量1024点;模拟量128路 ;网络PROFIBUS;工业以太网;MPI。
大型机:大型机的控制点一般大于2048点,不仅能完成较复杂的算术运
西门子PLCS7-400系列算还能进行复杂的矩阵运
算。它不仅可用于对设备进行直接控制,还可以对多个下一级的可编程序控制器进行。
西门子大型机有S7-400 :处理速度0.3ms / 1k字;
存贮器512k ;I/O点12672;
可以分为机、中档机和低档机。
低档机
这类可编程序控制器,具有基本的控制功能和一般的运算能力。工作速度比较低,能带的输入和输出模块的数量比较少。
比如,德国SIEMENS公司生产的S7-200就属于这一类。
PLC编程时三个注意事项 1.双线圈输出 如果在同一个程序中,同一元件的线圈使用了两次或多次,称为双线圈输出。对于输出继电器来说,在扫描周期结束时,真正输出的是后一个Y0的线圈的状态(见图1a)。 Y0的线圈的通断状态除了对外部负载起作用外,通过它的触点,还可能对程序中别的元件的状态产生影响。图1a中Y0两个线圈所在的电路将梯形图划分为3个区域。因为PLC是循环执行程序的,上面和下面的区域中Y0的状态相同。如果两个线圈的通断状态相反,不同区域中Y0的触点的状态也是相反的,可能使程序运行异常。作者曾遇到因双线圈引起的输出继电器快速振荡的异常现象。所以一般应避免出现双线圈输出现象,例如可以将图1a改为图2b 。 2.程序的设计 在设计并联电路时,应将单个触点的支路下面;设计串联电路时,应将单个触点右边,否则将多使用一条指令(见图2)。 建议在有线圈的并联电路中将单个线圈上面,将图2a的电路改为图2b的电路,可以避免使用入栈指令MPS和出栈指令MPP。 3.编程元件的位置 输出类元件(例如OUT,MC,SET,RST,PLS,PLF和大多数应用指令)应梯形图的右边,宦们不能直接与左侧母线相连。有的指令(如END和MCR指令)不能用触点驱动,必须直接与左侧母线或临时母线相连。